Услуги точечной сварки металла
Одним из способов соединения металлических деталей является точечная сварка. По сути, это разновидность сварки контактной. В настоящее время метод весьма популярен за счет своей эффективности. Он получил название благодаря особой технологии, когда сварка производится в местах определенных точек.
Цены
Цена от 1,8 руб. за точку. Минимальная сумма заказа 5000 руб.
Как проводится точечная сварка
Соединение методом точечной сварки должно быть прочным. Это во многом зависит от размеров места сплавки, а также от структуры самой точки.
Поэтому оператор в работе обязан учитывать следующие показатели:
- свойства сварочного тока;
- характер поверхности свариваемых элементов;
- тип электродов;
- сила сжатия;
- время, в течение которого ток проходит через детали.
Надежное соединение достигается в результате деформации зоны сварки. А это изменение, в свою очередь, обусловлено двумя факторами – воздействие сжатия деталей и нагревание металлических поверхностей. Нагрев осуществляется посредством проходящего через металл тока.
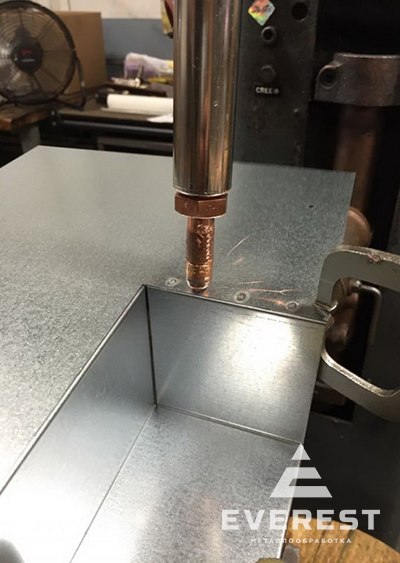
Металл разогревается благодаря прохождению тока между двумя электродами и, одновременно, сквозь свариваемые детали. Чтобы достичь наименьшего сопротивления контакта электрода и поверхности, требуются электроды с отличной электропроводностью. В той зоне, где сопротивление контакта максимально, металл нагревается и плавится лучше всего. В результате возникают точки сварки с диаметром от 5 до 11 мм.
Особенности сварки точечным методом
Детали соединяются при помощи точечной сварки в одном из двух режимов – жесткий или мягкий.
При использовании жесткого режима сварочные работы проходят быстрее, повышается производительность. Причинами ускорения становятся увеличение сил сжатия деталей и тока. Так, для полного разогрева требуется не более 1,5 секунды. При сварке сила тока доходит до 300 А.
У жесткого режима имеются и недостатки. Прежде всего, это повышенный расход электроэнергии. В жестком режиме сохраняется устойчивость некоторых металлов к коррозии, поэтому он применяется для работы с высоколегированной сталью. Подходит формат для сварки алюминиевых и медных сплавов.
Мягкий режим подразумевает использование тока умеренной силы (не более 100 А). На разогрев тратится до 3 секунд, детали нагреваются плавно. К преимуществам метода относятся сниженные требования к мощности и определенная экономия электроэнергии. Недостаток – сварочная зона получает закалку меньшей степени.







{kind=link}